洛阳大华主营产品:破碎机、给料机、振动筛等产品!
咨询电话:0379-62669995

新闻资讯
专题推荐
联系我们
CONTACT
地址:河南省洛阳市关林路280号
来厂路线:洛阳站(高速公路):从连霍高速洛阳出口出发沿王城大道南行约10公里至关林路,关林路西行约2公里即到我公司。
升级改造履带式移动破碎机主机架焊接工艺
来源:www.lydhpsj.com │ 发表时间:2015-12-14 11:05:42
破碎机更新换代比较快,那么不断的创新才能生存,国内厂家对于新型的履带式移动破碎机,对设备的主机机架结构焊接工艺进行了优化升级。洛阳大华就带大家一起了解关于新型履带式移动破碎机的主机架焊接工艺结构改造相关知识。
主机架结构及其特点
主机架主要由左、右单片组件、履带梁架及横梁拼焊而成,其截面均为长方形箱体。如图1所示。主机架上需安装发动机、破碎机、主胶带传送装置、侧胶带传送装置、进料斗分料斗、履带、覆盖件、油箱、服务平台等部件。
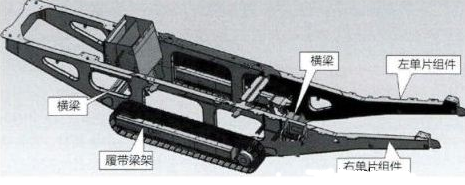
履带式移动破碎机主机架结构图
主机架加工特点为:结构件尺寸较大,板件厚度较薄;焊接变形量较大,安装尺寸关联性强;专用拼焊工装尺寸较大,制作周期长、成本高、难度大。主机架加工路线如图2所示。
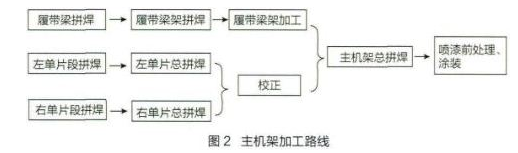
主机架加工路线
加工工艺
1、履带梁架拼焊
履带梁架主要由履带梁和减速器支座组成。履带梁是履带梁架的主体。以履带梁底板内侧开档为拼焊基准,底板根据图纸要求保留一定的加工余量,本机型要求底板平面度为0.5mm,总拼完成后需进行加工。履带梁加工余量根据长度尺寸及板厚、焊缝大小等进行确定,履带梁底板应保留铁削加工余量。履带梁底板与U形板之间的拼焊间隙应≤1mm。该间隙过大会增大履带梁底板焊接的收缩变形量,导致焊后履带梁底板铣削平面加工余量不足。
履带梁采用倒退焊方式焊接时,应保证左、右两侧焊缝的焊接方向相同,并尽量缩短左、右两侧焊接间隔,以减少焊接变形。已完成焊接的履带梁,其平面度应为3-4mm。
履带梁在与减速器支座拼焊前进行定位时,需对其底板相对于工装平台的平行度进行调节应使底板与拼焊基准平面平行度数值最小。可通过底板定位座高度来调节底板相对于工装基准酬平行度,将其调节至1.5-2mm较为合适,以保证履带梁底板有足够的铣削余量。
履带梁与减速器支座拼焊时,应以履带梁中线为基准,以使减速器支座安装面与履带梁中线平行度≤1mm,同时保证减速器支座安装面与履带梁底板的垂直度≤1mm。具体结构见图3。

履带梁架结构示意图
2、单片组件拼焊
单片组件主要由前段、中段、后段组成。其上侧板表面的平面度要求较高,为保证其平面度以及孔距,在焊接单片组件前、中、后段时,暂不拼焊上侧板,待进行单片钽件总拼焊时再进行整体焊接。
拼焊上侧板时,以上侧板表面为基准。为保证单片组件前、中、后段上侧板的位置精度要求,可将制造累积误差置于精度要求不高的下侧板处。由于板与板之间存在对接焊缝,可将板间的孔距适当放大1-2mm作为对接焊缝收缩变形的预留量
单片组件拼焊时,需对长度较长、截面较小的部位先压紧后焊接,并采取适当的工艺拉条以减少焊接变形。其他部位可根据实际需要增加工艺拉条,以减少焊接变形。
3、主机架总成拼焊
在主机架总成拼焊之前,应对履带梁架和单片组件上的小型焊接件进行拼焊。履带梁架上的拖链板,拼焊时需保证其相对于履带梁架中线的尺寸,以防止链轨与拖链板产生异常摩擦,链轨和拖链板发生早期磨损。
拼焊履带梁架时,以其底板安装孔为基准进行定位,同时保证拼焊基准中线的尺寸要求。履带梁架在进行定位时,不能出现减速器安装面上部开裆小、下部开裆大(即负外倾角)现象。主机架总成定位时,以左、右单片组件上表面进行定位,需控制单片组件上侧板平面度及高度尺寸。装夹完成后,测量上侧板高度、开档相对于基准中线的尺寸,作为校正的依据。主机架总成拼焊时,主要采用火焰校正方法解决焊接变形问题。
总之,采用上述拼焊工装和上述加工工艺生产出的主机架总成,较好保证了整机装配所需的各项尺寸精度和形位公差要求,保证了设备的铸造质量。目前,移动式破碎机处理建筑垃圾新亮点,新型履带式移动破碎机已经投入生产,欢迎前来我公司咨询选购设备。
猜您喜欢
- 关于现代矿山三大问题思考2015-12-11
- 磨机内钢球的运动状态与磨矿作用2015-12-11
- 物料粉碎的目的与破碎机的应用2015-12-14
- 冲击式破碎机工作原理/冲击式破碎机的应用2015-12-14
- PF系列反击式破碎机/PFY系列硬岩反击式破碎机/PFQ...2015-12-14
- 锤式破碎机给料部分及锤头的优化改进2015-12-14
产品推荐




 豫公网安备 41031102000071号
豫公网安备 41031102000071号




